
文字描述虽好,但视频更能直观展示不锈钢焊管,不锈钢型材源头直供产品的每一处细节。
以下是:不锈钢焊管,不锈钢型材源头直供的图文介绍

上乘的 16mm耐高温板产品质量,可靠的售后服务,赢得了广大客户的一致好评。响誉全国, 16mm耐高温板客户遍布全国各地的各个行业,无论是服务质量、技术水平、时间保证等深得企业及个人用户的广泛信赖。甘肃松润金属材料有限公司是一家朝气蓬勃的年青企业,本着务实、创新、学习的精神,愿与国内外同行竭诚合作,共谋发展!


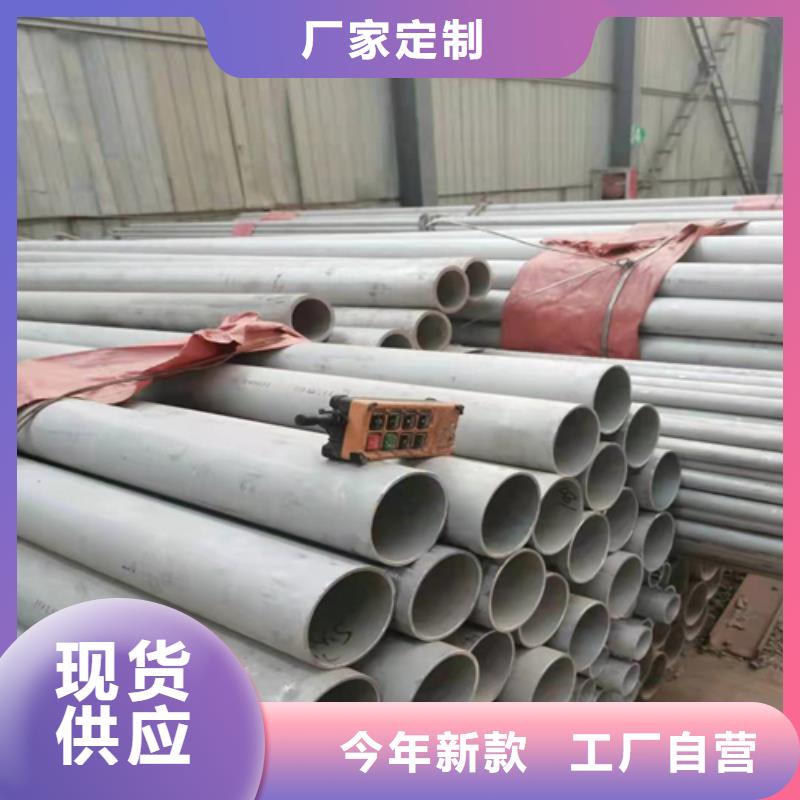
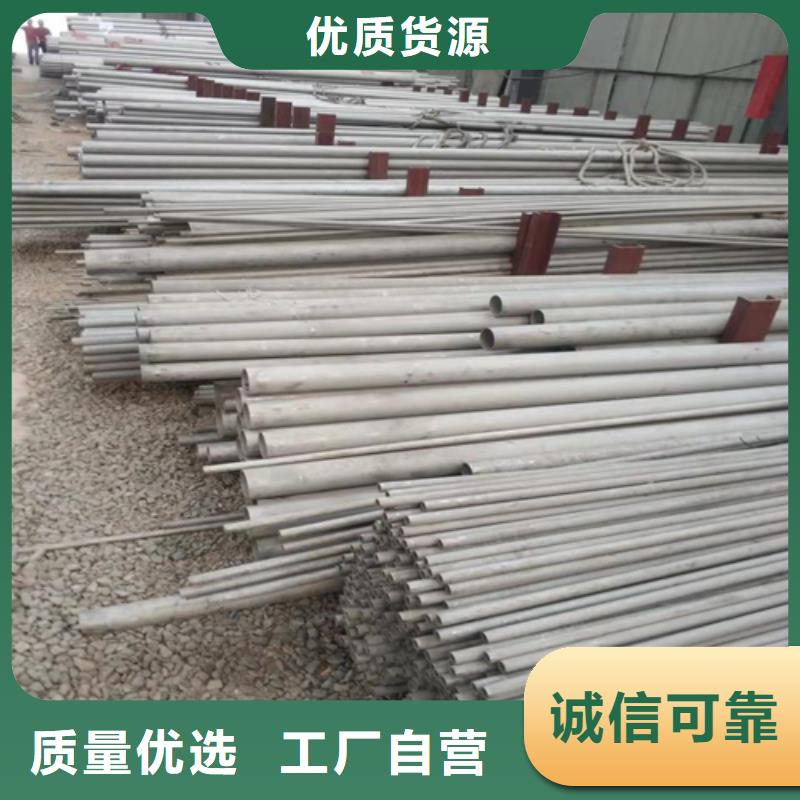
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法不锈钢的焊接方法根据目前世界发展的趋势,光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。可以配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。(3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。氩弧焊不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钨极惰性气体保护的氩弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在化工、核工业和食品等工业中得到广泛应用。焊接速度不高是氩弧焊的不足之处,为提高焊接速度,国外研究开发了多种方法。其中由单电极单焊炬发展采用多电极多焊



松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
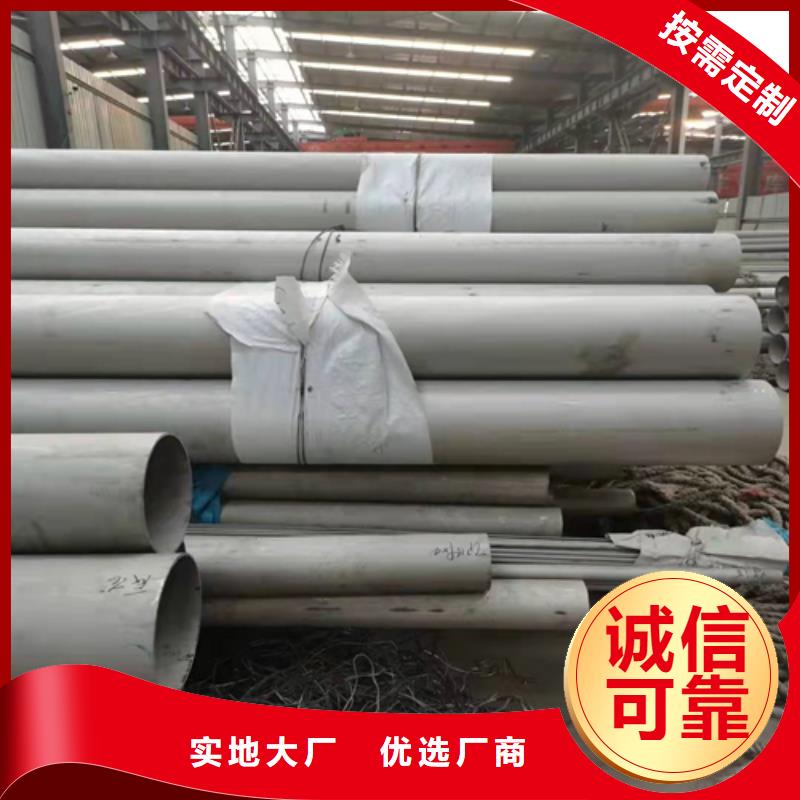
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。


